
Our Skincare Manufacturing Facility
GMP-certified skincare production facility equipped for high-quality OEM/ODM manufacturing.
- GMP / ISO 22716 Certified
- Cleanroom Manufacturing
- R&D Integrated Facility
- Export-Ready Production System
Facility Overview
Every square meter of our facility is designed for precision, safety, and scalability — from raw material intake to finished product dispatch.

Manufacturing Zones
Our facility is organized into dedicated, controlled zones — each engineered for a specific stage of the production lifecycle.

Raw Material Storage Area
- Temperature- and humidity-controlled storage environment (20-25°C / 45-55% RH)
- Segregated storage by material category: actives, emollients, preservatives, packaging
- Digital batch tracking system with QR-code traceability from receipt to production
- First-expiry-first-out (FEFO) inventory management

Weighing & Mixing Room
- Precision electronic weighing systems with 0.01g accuracy for active ingredients
- Dedicated dust-extraction and laminar airflow to prevent cross-contamination
- Double-verified weighing protocol: chemist + QA confirmation per batch
- Color-coded utensils and containers to eliminate material mix-up risk

Emulsification & Processing Area
- High-shear vacuum emulsifying mixers with capacities from 50L to 2,000L per batch
- Programmable temperature control system with real-time monitoring and data logging
- Closed-transfer system preventing external contamination during processing
- In-line homogenization ensuring consistent particle size distribution
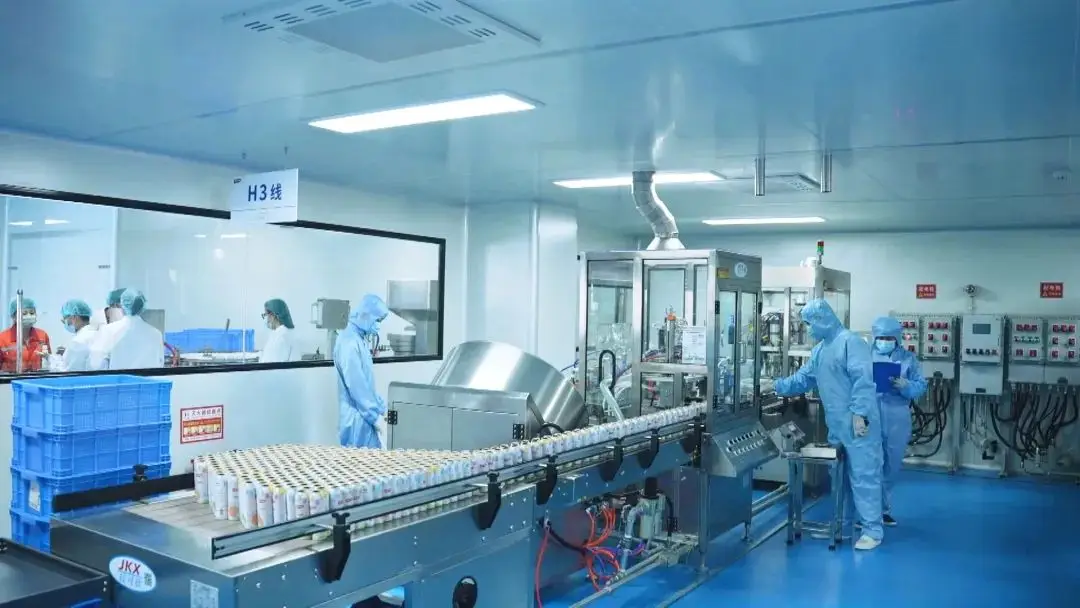
Filling & Packaging Line
- Fully automated filling lines supporting bottles, jars, tubes, and sachets
- ISO Class 7 cleanroom environment with HEPA-filtered positive-pressure air
- In-line checkweigher and metal detector for final product safety verification
- Automated capping, labeling, date-coding, and cartoning in a continuous flow

Finished Goods Warehouse
- Climate-controlled storage maintaining product stability until dispatch
- WMS (Warehouse Management System) with real-time inventory visibility
- Dedicated export logistics preparation zone with palletizing and container loading
- Quarantine area for post-production hold pending final QC release documentation
Cleanroom & Hygiene Standards
Controlled environment for skincare safety and stability.
Cleanroom Classification
ISO Class 7 (Class 10,000) certified cleanroom for filling and packaging operations. Continuous particle monitoring ensures air quality compliance during every production run.
Air Filtration System
HEPA H13 filtration capturing 99.97% of particles at 0.3 microns. Positive-pressure cascade design prevents ingress of unfiltered air into production zones.
Hygiene Protocols
Mandatory hand sanitization, glove changes every 30 minutes, and surface disinfection between batches. All protocols documented per SOP-SAN-001.
Staff Gowning Procedures
Full cleanroom garment protocol: bouffant cap, face mask, sterile coverall, shoe covers, and double-gloving. Gowning validation per ISO 14644-5.
Sanitation Schedules
Daily surface sanitization, weekly deep-clean cycles, monthly environmental monitoring swabs, and quarterly HVAC filter replacement per maintenance calendar.
R&D Lab Inside the Facility
Our in-house R&D laboratory is integrated directly within the manufacturing facility — enabling seamless transition from custom formulation to full-scale production.
Formulation Lab Integration
BSL-2 certified laboratory co-located with production, staffed by 12 formulation scientists. 8,000+ proprietary base formulas ready for customization. Direct lab-to-pilot-to-production scale-up path eliminates the typical 4-6 week third-party lab coordination delay.
Ingredient Testing Capability
HPLC analysis for active ingredient quantification, FTIR spectroscopy for raw material identity verification, and rheology testing for texture and spreadability optimization. Every incoming ingredient lot is tested before release to production.
Stability & Safety Testing
Accelerated stability chambers for shelf-life prediction, preservative efficacy testing (challenge test per ISO 11930), and HRIPT patch testing for skin compatibility. All data feeds directly into regulatory dossiers.
Sample Development Area
Dedicated bench-scale formulation area producing client samples within 10-15 business days. Iteration cycles reduced by in-house capability — no external lab handoff delays.
Quality Control System
Three-Stage Quality Control
Incoming Quality Control
- Raw material COA verification against specification
- Identity testing via FTIR / HPLC
- Microbial limit testing per lot
- Packaging material dimensional inspection
In-Process Quality Control
- Real-time pH and viscosity monitoring
- Fill-weight verification every 15 minutes
- Emulsion stability visual inspection
- Temperature and processing time compliance check
Final Quality Control
- Finished product microbial analysis
- Packaging integrity and seal testing
- Sensory evaluation: color, odor, texture
- Batch record review and release authorization
Testing Capabilities
Microbial Testing
Aerobic plate count, yeast & mold enumeration, specified pathogen screening (E. coli, P. aeruginosa, S. aureus) per ISO 21149 and ISO 22718.
Stability Testing
Accelerated (40°C/75% RH, 12 weeks) and real-time (25°C/60% RH, up to 36 months) protocols. Monitored parameters: appearance, pH, viscosity, microbial limits.
pH Testing
Calibrated digital pH meter with ATC (automatic temperature compensation). Target range documentation per formula specification with +/- 0.3 tolerance window.
Safety Compliance
Heavy metal analysis, preservative efficacy (ISO 11930 challenge test), and dermatological patch testing (HRIPT). Full documentation for EU CPNP and FDA dossier support.
Certifications & Compliance

GMP Certification
Good Manufacturing Practice certified per cosmetic GMP guidelines (ISO 22716 framework). Audited and renewed annually by third-party certification body.

ISO 22716
Full compliance with ISO 22716:2007 Cosmetic GMP covering personnel, premises, equipment, raw materials, production, QC, and documentation.

EU CPNP Compliance
Full support for EU Cosmetic Product Notification Portal registration. Safety assessment, PIF preparation, and Responsible Person coordination available.

FDA Registered
FDA-registered facility for OTC drug manufacturing per 21 CFR Part 210/211. MoCRA-compliant facility registration and product listing support for US market entry.
Production Capacity & Scalability
- Daily Production Capacity
- Up to 75,000 units/day
- Monthly Capacity
- 1.5 million units/month
- Minimum Order Quantity (MOQ)
- From 3,000 units per SKU
- Standard Lead Time
- 4 – 8 weeks (formula-dependent)
- Scalability Model
- From pilot batch (50L) to commercial production (2,000L+)
Our production infrastructure is designed for scalability. Whether you are a startup launching your first SKU or an established brand scaling to multi-market distribution, our flexible production model adapts to your growth trajectory.
Low MOQ options support brand launches without overcommitment. As your volume grows, unit economics improve through batch optimization and automated production efficiencies.
